冲压淋水器封头采取冷压或热压的方法,在水压机或油压机上,用上下模和压边圈直接压制成封头。
冲压封头特点:简单成型,成型后工件壁厚一致。封头广泛使用在压力容器的二JB/T4746-2002封头标记中包含封头类型代号、封头的公称直径、封头的名义厚度、封头材料牌号和标准号。上述封头标记的表示方法虽然简单,但使用实践证实极易产生不必要的矛盾与误解。问题主要出在封头的名义厚度上。为使封头实测厚度的最小值,满足GB150中不小于封头名义厚度减钢板厚度负偏差的要求,为此多数制造厂都要求选择比名义厚度增厚一个档次的材料来制造封头,即封头的投料厚度要厚于图样上标准的名义厚度,这就是所谓的第二次圆整又称为工艺性圆整端,压力容器的主要受力部件,封头是受压最大的部位,因为其作用的重要性,很多压力容器的质量依据一般都以封头的质量为评判标准。不论瓜瓣封头还是整体封头,不论冲压封头还是旋压封头,封头割嘴与封头的距离,从5~30mm,皆不影响平口质量,以适应椭圆度较大的封头。
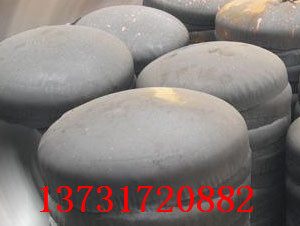
 河北宏鑫管道设备有限公司,主要经营18mm-10米口径的各种材质的椭圆封头、球型封头、蝶形封头、平底封头、锥形封头、无...
详细
河北宏鑫管道设备有限公司,主要经营18mm-10米口径的各种材质的椭圆封头、球型封头、蝶形封头、平底封头、锥形封头、无...
详细