钢坯被送入炉加热,温度是1200摄氏度。在炉温控制是一个至关重要的问题。圆管坯经过打孔穿空的压力。氢燃料或乙炔。更常见的一般是一个 锥形辊穿孔机穿孔,这种冲压生产效率高,产品质量好,大量的多孔孔扩大,可以穿各种管件。穿孔后,圆管坯三辊斜轧,轧或挤压。起飞后挤压管大小。
用于模锻沿着管坯直径孔扩大。扩径技术主要解决减速器在可变直径较大不容易通过减少形成,同心异径管减少成形原理图形成孔直径小于减速器大直径的管坯。有时候,根据数据和产品形成、扩大和减少方法组合。减少或扩大变形过程中,根据不同的材料和可变直径确定由冷压和热压。在正常情况下,尽可能通过低温压榨,但是多个可变直径和造成严重的加工硬化的厚或合金钢,宜采用热压壁厚数据。
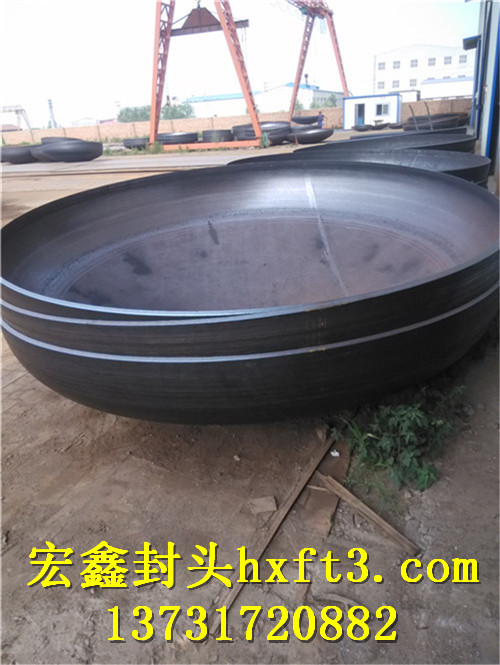
 河北宏鑫管道设备有限公司,主要经营18mm-10米口径的各种材质的椭圆封头、球型封头、蝶形封头、平底封头、锥形封头、无...
详细
河北宏鑫管道设备有限公司,主要经营18mm-10米口径的各种材质的椭圆封头、球型封头、蝶形封头、平底封头、锥形封头、无...
详细